
Какав је напредак ињекционог обликовања
Остави поруку
Какав је напредак ињекционог обликовања?
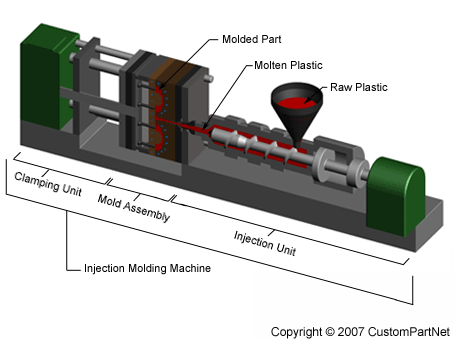
Ињекционо ливење је најчешће коришћени поступак израде пластичних делова. Широк спектар производа производи се ињекционим преливањем, који се увелике разликују по величини, сложености и примени. Процес ињекционог ливења захтева употребу машине за бризгање, сировог пластичног материјала и калупа. Пластика се топи у машини за бризгање и затим убризгава у калуп, где се хлади и учвршћује у крајњи део. Кораци у овом процесу детаљније су описани у наредном одељку.
Ињекционо ливење користи се за производњу танких зидних пластичних делова за широку употребу, а једна од најчешћих су пластична кућишта. Пластично кућиште је кућиште танког зида, које често захтева много ребара и шахтова у унутрашњости. Ова кућишта се користе у разним производима, укључујући кућанске апарате, електронику широке потрошње, електрични алат и као аутомобилске контролне табле. Остали уобичајени производи са танким зидом укључују различите врсте отворених посуда, попут канти. Бризгавање се такође користи за производњу неколико предмета за свакодневни живот као што су четкице за зубе или мале пластичне играчке. Многи медицински уређаји, укључујући вентиле и шприцеве, такође се производе користећи ињекционо ливење.

Процесни циклус
Процесни циклус ињекционог ливења је врло кратак, обично између 2 секунде и 2 минута, и састоји се од следеће четири фазе:
Стезање - Пре убризгавања материјала у калуп, две половине калупа морају прво бити чврсто затворене јединицом за стезање. Свака половина калупа је причвршћена на машину за бризгање, а једна половина је остављена да клизи. Стезна јединица за хидраулички погон гура половине калупа заједно и врши довољно силе да калуп буде чврсто затворен док се материјал убризгава. Време потребно за затварање и стезање калупа зависи од машине - веће машине (оне са већим силама стезања) ће требати више времена. Ово време се може проценити из сувог циклуса машине.
Убризгавање - Сирови пластични материјал, обично у облику пелета, доводи се у машину за бризгање и напредује у калуп од стране јединице за убризгавање. Током овог процеса, материјал се топи топлином и притиском. Растаљена пластика се затим веома брзо убризгава у калуп и формира се притисак под притиском и задржава материјал. Количина материјала који се убризгава назива се пуцањем. Време убризгавања тешко је тачно израчунати због сложеног и променљивог протока растопљене пластике у калуп. Међутим, време убризгавања може се проценити према запремини пуцања, притиску убризгавања и снази убризгавања.
Хлађење - растаљена пластика која се налази унутар калупа почиње да се хлади чим дође у контакт са унутрашњим површинама калупа. Док се пластика хлади, она ће се учврстити у облик жељеног дела. Међутим, током хлађења може доћи до одређеног скупљања дела. Паковање материјала у фази убризгавања омогућава да се додатни материјал улива у калуп и смањује количина видљивог скупљања. Калуп се не може отворити док не прође потребно време хлађења. Време хлађења може се проценити на основу неколико термодинамичких својстава пластике и максималне дебљине стијенке дела.
Избацивање - Након што прође довољно времена, охлађени део може се избацити из калупа системом за избацивање, који је причвршћен на задњу половину калупа. Када се калуп отвори, користи се механизам за потискивање дела из калупа. За избацивање дела се мора применити сила јер се током хлађења део смањује и лепи на калуп. Да би се олакшало избацивање дела, средство за ослобађање калупа може се распршити на површине шупљине калупа пре убризгавања материјала. Вријеме које је потребно за отварање калупа и избацивање дијела може се процијенити из сувог циклуса строја и треба укључивати вријеме да се дио ослобађа калупа. Једном када се део избаци, калуп се може закачити за наредни убризгавање.
Након циклуса ињекцијског прешања, обично је потребна нека накнадна обрада. Током хлађења, материјал у каналима калупа ће се очврснути причвршћен на део. Тај вишак материјала, заједно са било којим блицем који се догодио, мора да се одсече са дела, обично коришћењем резача. За неке врсте материјала, као што је термопластика, отпадни материјал који је резултат овог шишања може се рециклирати стављањем у брусилицу за пластику, која се такође назива и машине за поновно уситњавање или гранулатором, која регрутира отпадни материјал у пелете. Због неке деградације својстава материјала, регринд мора бити помешан са сировином у одговарајућем омјеру упијања да би се поново користио у процесу ињекцијског лијевања.
Ако вам је потребна производња ињекционог ливења са професионалним вештинама, слободно нам се обратите на следећи начин:
